科技
设为书签Ctrl+D将本页面保存为书签,全面了解最新资讯,方便快捷。
8月21日,“2021新能源汽车材料产业创新峰会”在山东淄博顺利召开,本次峰会围绕“创新材 赋齐能”核心主题开展探讨,“紧盯前沿、打造生态、沿链聚合、集群发展”是本次峰会的发展理念,特邀行业重量级专家学者、零部件企业负责人以及主机厂企业代表共同探讨新能源新材料的未来发展方向,德国迪芬巴赫集团复合材料事业部总经理郭志伟先生受邀参会,并以“连续纤维复合材料成型技术”为题进行专题报告。

(迪芬巴赫复合材料事业部总经理郭志伟)
以下为演讲实录,在不改变原意的情况下有所调整:
尊敬的王院长,各位嘉宾,国创中心的同事们、朋友们大家好,我是迪芬巴赫公司复合材料事业部总经理郭志伟。很高兴参加由国创中心举办的2021新能源汽车材料产业创新峰会,我想利用这个平台与大家一起学习分享一下我对连续纤维复合材料成型技术的一些看法。
首先,开始我的演讲之前,我想给大家做一个简单的分类。复合材料分为热固性复合材料和热塑性复合材料。热塑分为长纤维和连续纤维,热固也分为长纤维和连续纤维。
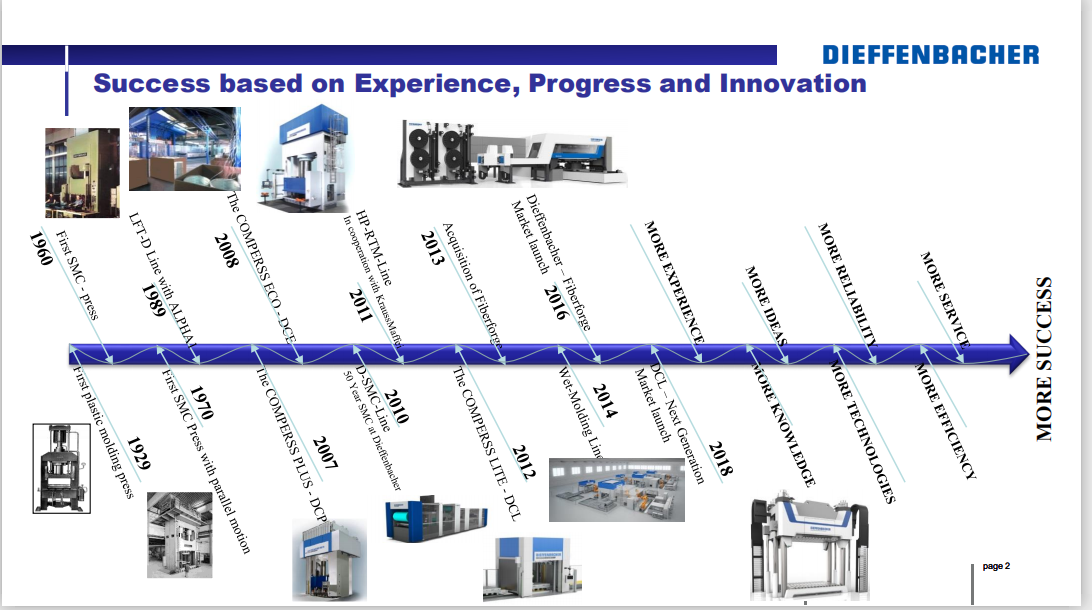
今天我们主要讲连续纤维复合材料的发展趋势,主要介绍一下迪芬巴赫公司在这方面的创新和见解。开始之前,我先介绍一下迪芬巴赫公司。它是一家德国家族企业,隶属于迪芬巴赫家族集团,有150年历史,一直致力于复合材料成型设备的研发与制造。我们从上图可以看到他的历史沿革。
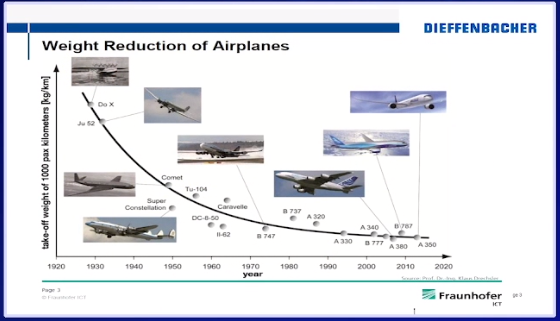
上图是一张航空飞机复合材料图,从这张图可以看到,航空业的起飞重量和航程起飞重量比越来越长,飞机飞得越远,这是因为飞机越轻了。刚刚说到,复合材料分为热固和热塑。热固有各种工艺,比如有SMC或者是HP-RTM。这里我澄清一下,注塑是把大于0.5mm作为长纤维的标准。但是作为长纤维复合材料,长度至少要达到25mm,这是最基本的要求。如果没有达到这个长度的话,增强作用就会消失。连续纤维就像是我们盖房子的钢筋一样,从头至尾,这也是未来复合材料的发展方向。所以说有了热固的UD带,铺层技术使用在我们未来的产品中,都是很好的一个未来应用方向。
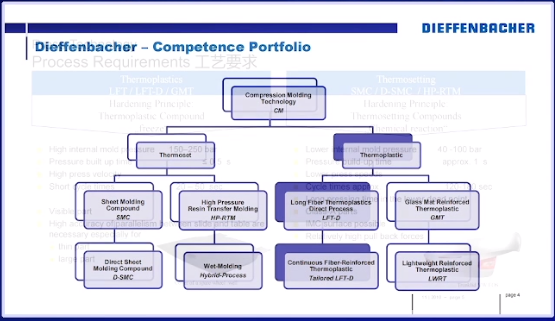
那么,接下来我们可以看到热固和热塑在工艺上的要求是有所不同的。热固要求相对平衡稳定,保证产品均匀一致,表面质量;而热塑则讲求速度,重点即快、快、快,即成型工艺快、速度快、生产节拍快。那么当然相应的压力更大一些,这是工艺的特点。那么有创新的工艺要求,迪芬巴赫就开发了相应创新的设备。
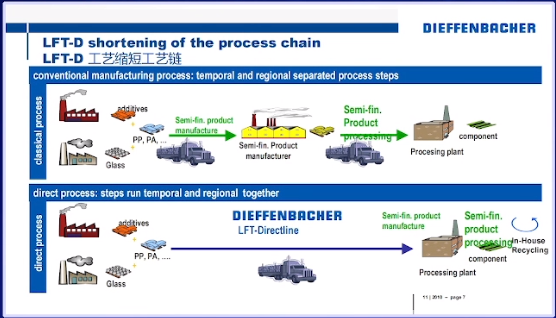
另一个,我们重点介绍一下热塑性复合材料发展历史,大家都知道最初因为浸润的原因,热塑比热固浸润要困难,就有了半成品,由GMT工艺制成了连续纤维粘热塑复合材料板材,加热冷却,制品厂再经过一次加热冷却,这样的一个过程形成一个产品。那么在这样的一个工艺过程中,迪芬巴赫就想能不能直接消除半成品,直接从原料厂,比如说化工厂的PP,薄纤厂的薄纤直接生成最终的三维产品,这就是我们创新工艺,经过一段时间开发,研究出了相应的设备。

LFT-D工艺是双阶挤出,而不是单阶挤出,我们的产品更高效,避免了半成品的物流,成本更低,配方更容易调节,因为可以在线的调节,机械性能更好,流动性更好,可以在线回料再利用,成本更低。该工艺在几十年来有很多的应用。比如汽车的底护板、备胎舱、甚至是前端框架。另一个比如像smart的这种内饰,也可以做到。还可以用于外饰件 ;当然我们更强调,我这里个人经验更强调用在结构件,半结构件,这样一个应用领域,因为比较适用于高强度的产品 。注塑能满足的,我们不抢市场,因为我们纤维长度大于25mm,我们可以做强度要求高的结构件,甚至承重件。最好的优势是纤维长度长、机械性好、流动性好、表面质量高;那么这里我更强调,因为你是直接在线,一次加热,材料的原料损害小,产品更稳定。

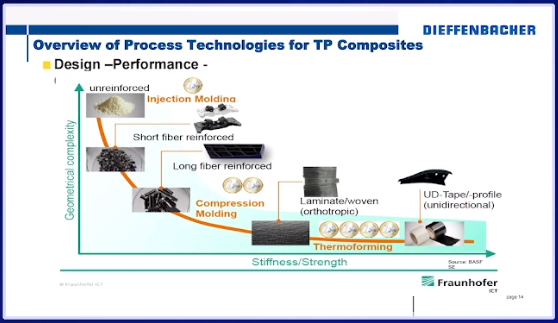
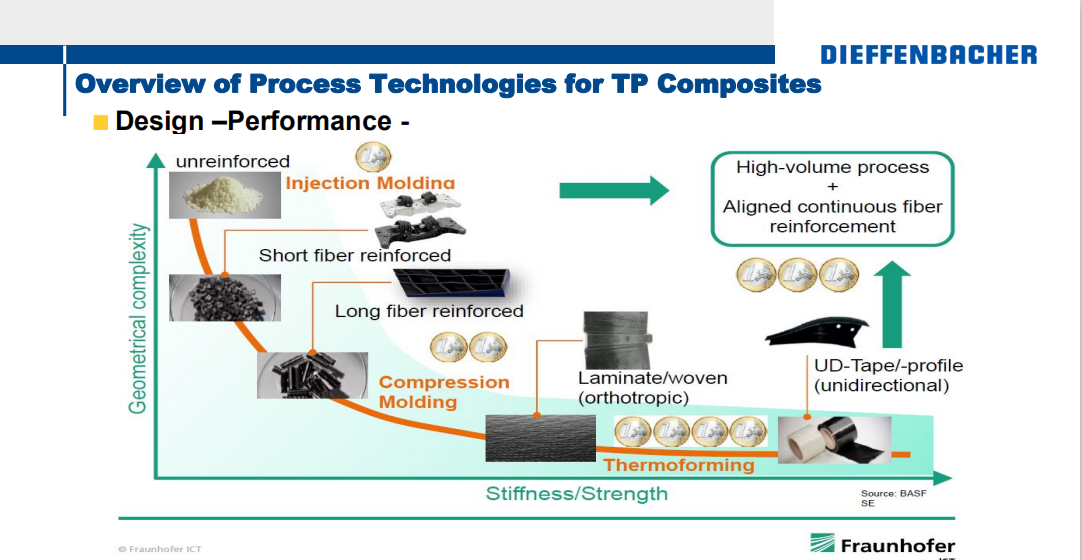
下图代表了我们对复合材料成型工艺的研究,纵轴可以看到是形状的代表,横轴代表强度,注塑件成型容易,强度弱;热塑性强度更好,因为纤维长度更长,成型困难。能不能解决这个问题,在工艺上,迪芬巴赫做了一个最佳的选择和取舍 。我们可以看到,连续纤维长度控制在20-40mm之间时,其性能最优异。
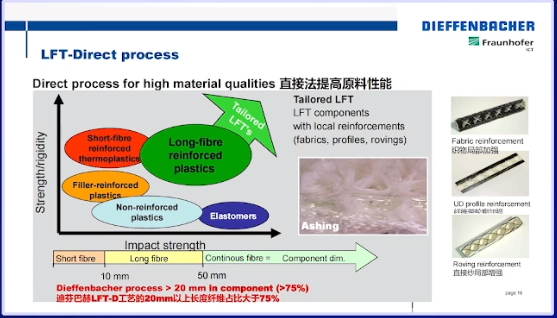
这下图可以看到,连续纤维在50mm是最好的一个强度要求,再高的话,有研究把连续纤维的UD带放在热塑性复合材料短切纤维成型的产品,去做到局部增强,可以称之为连续纤维局部增强热塑性复合型材料,把好刚刚在刀刃上。那么这样我们可以认为连续纤维成型的热塑性复合材料可以用碳纤维来做,而且我们确实用了碳纤维,量最少、强度最好、成本反倒没有明显增加。
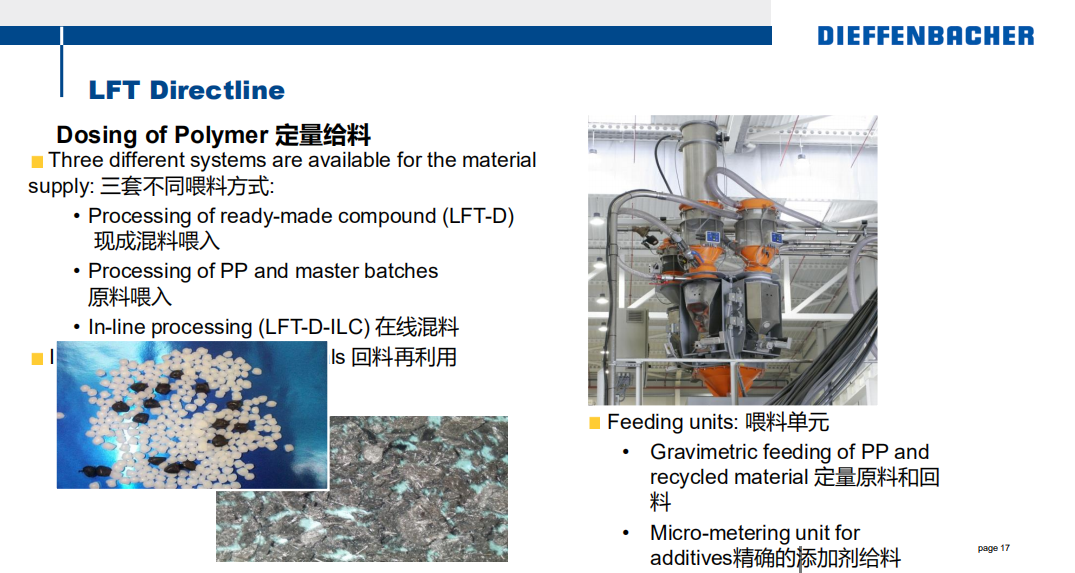
为了满足这样的工艺要求,我们有自动的设备,自动的在线配料,自动的回收再利用,自动在线添加配方。这样对于一个配料商来讲,我们可以把原材料成本降到最低,因为所有都是一手原材料。我们掌握了所有配料的配方。可以看到我们设备的第一阶挤出的混料, 包覆玻纤,包覆薄纤就是最大限度的减少玻纤的损伤,这样做到纤维长度在最终产品里的保证。
另一个,我们对工艺的一个设计研究,包括对汽车工业的研究,我们做了双传送带,这样我们对产品的形状及生产线的适应性可以有一个很大的提高,可以做各种各样的部件;另一个对我们工艺的研究,做了一个客户的调查,我们创新了出料口伺服电机调节技术,这个技术的好处是什么呢?可以优化胚料,做一些异形件。我们可以做到挤出的料块有高有低,这样比较适合于减小纤维的流动距离,减少纤维的定向。你要有这样的研究,才能理解复合材料的特点。

那么给大家看一下我们复合材料整个生产线的规划,这是荷兰的工厂的规划。我们对工艺要有研究,例如原料在磨具中流动的过程状态,通过这样的研究才知道我们的工艺及设备需要怎么样的参数。

从这里可以看到迪芬巴赫的压机比较大,我们在交付给客户的产品说明中有一个要求,间压的时间小于0.5秒,它的保证从哪里来呢?这是很重要,尤其是热塑性的产品。压机压力从0到3000吨,那么怎么才能满足呢?你不能像发动机一样把油门踩到底,加到3000吨,料可能已经冷却了,这样成型的产品是不均匀一致的。迪芬巴赫创新的储能系统,是通过高压氮气对产品进行加压,而不是通过液压泵,这样也满足了0.5秒以内间压的时间。更创新的是短行程压机,传统的行程需要加压的油缸较长,迪芬巴赫创新的短行程油缸,在前期近似自由落体的下压,只有在合模的瞬间,才使用液压油加压,仅这一项的技术,我们每年就可以节约88%的用油量,我们测算了一下,LFT-D工艺满负荷生产,按照中国工业用电的电费,每年光电费就可节约100万,这是它最大的优势。

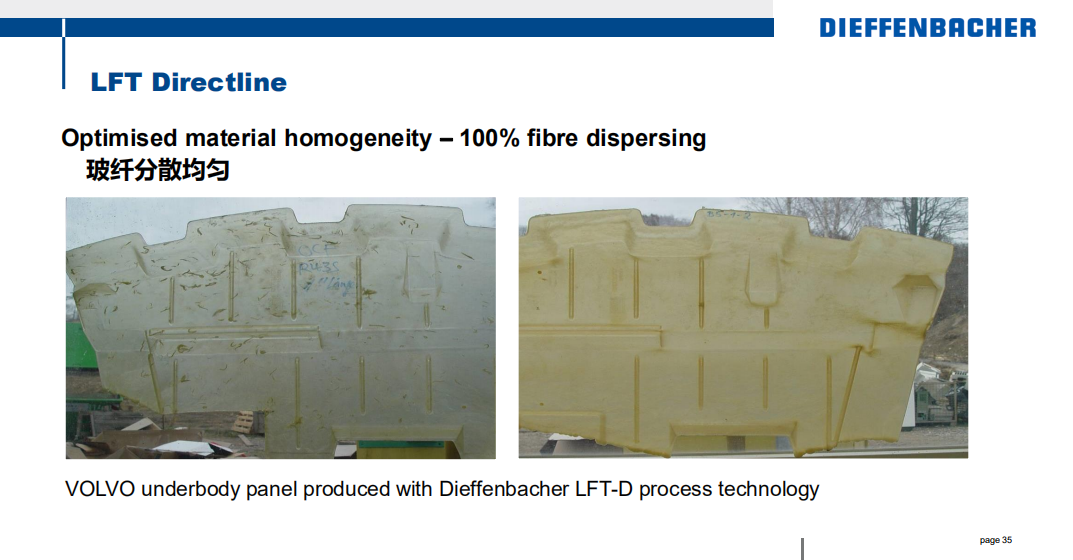
另一个,它在工艺上,因为对产品有要求,有一个四位主动动平衡技术的应用,它是在整个成型过程中能一直加压、调平。那么它的好处在哪里呢?好处就是复合材料成型,是开模成型,属于从开放状态下到闭模状态下的一个成型,整个的调平过程是不能停止的,平衡是相对的,不平是绝对的。只有在设备能保证一致的工艺,最终的产品才能是均匀一致的。我们产品纤维的分布是均匀一致的。成型产品的厚度也是均匀一致的。
随着我们汽车工业、工艺的一个要求,我们能不能往更高的要求去发展。我们首先知道玻纤用的是短切长纤维,用分子间摩擦力来增强复合材料。如果用碳纤维做短切用分子间摩擦力来增强复合材料的话,就失去了碳纤维作为最好的最优质增强材料的应用。那么能不能把连续纤维用在最终的复合材料上。这就是迪芬巴赫2016年创新研发的,找到了一个非常好的材料,就是UD带,热塑性单向带,我们当然知道在航空工业用了很多,但是生产节拍又比较慢,满足不了汽车工业的要求,那么在这里我们更希望能不能有汽车复合材料用的低成本的碳纤维,满足未来汽车工业的需求呢?迪芬巴赫创新的把UD带和LFT-D技术及铺层技术相结合,做我们的连续纤维局部增强热塑性复合材料,UD带的特性就比较明显了,它的纤维含量高,适合做一些承重件,比如引擎盖。那么我们未来是不是可以做到整个电池壳盖和底盘,如果其承重能达到电池承重要求是完全可以替代铝合金型材的,大家都知道,现在的底盘都是铝合金多,投资更大生产工艺更复杂,而且生产周期很长,而迪芬巴赫采用一模成型,这是我们复合材料的优点。
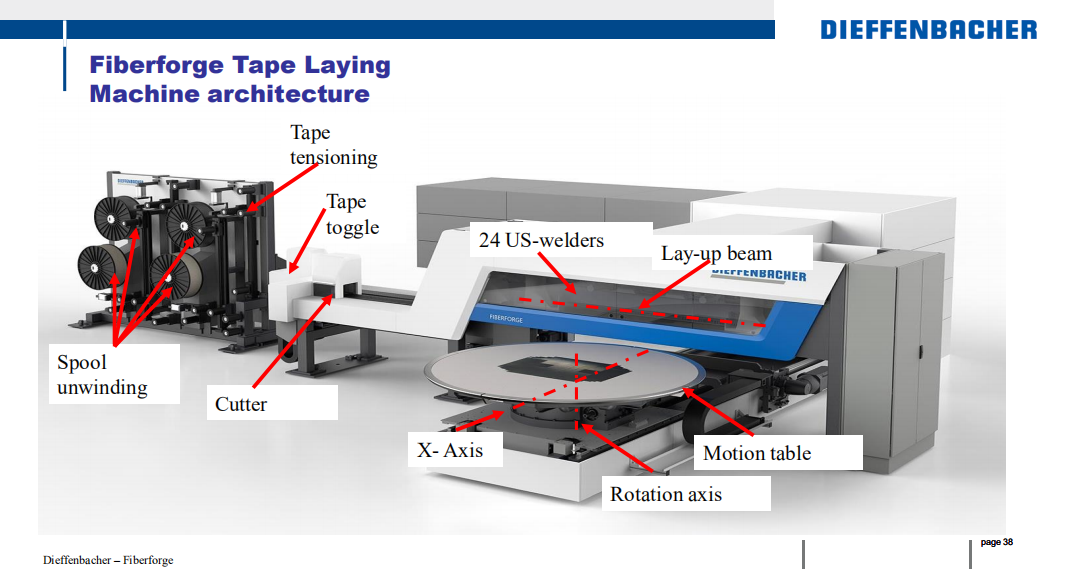
下图是迪芬巴赫经过十五年开发的一个产品,其面向的是批量化的生产工艺,原理比较简单,是将UD带铺放成您需要的形状,这里强调一下,这是为了节约用量,用在最需要用的地方。这样经过加压、超声焊接,铺成我们想要的形状。这样有一些例子,还有对角切割的功能,左侧如果成型一个长方形的形状,左侧的产品可以做到镜形状的成型,好处则是节省原材料。那么这就是我们作为大工业生产,我们节约每一分的成本,最终的利润都是我们的利润。我们甚至有全自动化的生产线,如果输入规定的形状和原料,其会对原料进行一个最大程度的匹配和最大限度的利用。另一个就是说,这样的铺层设备人工铺是可以的,但不能保持精度,因为汽车工业对精度有一定的要求。
连续纤维增强热塑性复合材料配合LFT-D生产线一起,最经典的应用就是汽车门内板,众所周知门内板一般采用高强钢制造,如果我们把碳纤维替代高强钢做门内板,会大大节约我们金属冲压的成本,模具成本也低,另一个运用复合材料还可实现轻量化。

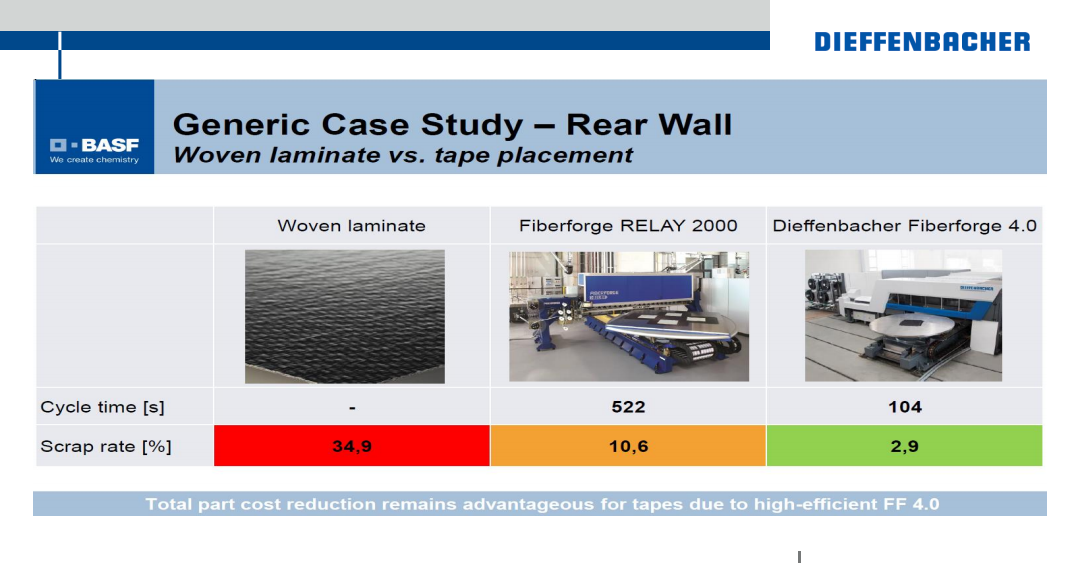
下图我们可以看一下BASF用我们设备做的一个对比,UD带和连续纤维织物做的对比,可以看到连续纤维织物浪费是比较多的,迪芬巴赫从第一代设备到最新一代又做了一个升级,下图是BASF给出的对比,用连续纤维织物的废料率是34.9%,迪芬巴赫第一代设备的废料率是10.6%,最新一代则是2.9%,这是非常大的进步。
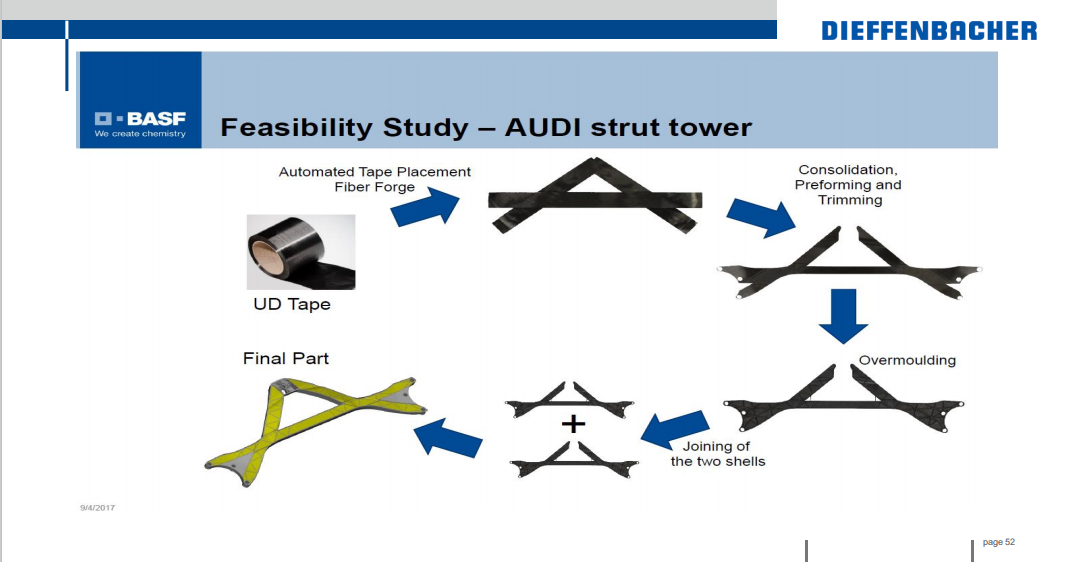
BASF采用了上述技术用复合材料来代替高强钢。举个例子,下图可以看到调节车身刚性的部件的成型工艺过程,从UD带到LFT-D一起模压成形,最后是对手件的一个对粘形成一个高强度的产品,这是我们最新的应用。那么另一个应用,这次做一个发动机底板,各种工艺融合的一个探讨,短切纤维做加强筋,连续纤维做面,做增强材料,把铝型材作为嵌件,一模成型的一个产品,它完全替代基础冲压的功能件。
这里我想做一个总结,连续纤维复合材料的经济优势,首先说可以做成PP或者PA66,可以达到很高强度,碳纤维的强度是钢强度的十倍。同时我们把连续纤维用在了强度最高的部分,这样既节约成本又增强了产品要求,重量还会减轻,简单流程,减少了废品率,回料是百分之百可以回收的,因为流动性好又能提供更好的产品。
在这里我想做一个广告,在9月13号上海中国国际复合材料展,我们会展出我们用连续纤维、长纤维、碳纤维、连续长纤维、连续碳纤维、短切纤维等给保时捷做的座椅背板,从原材料到半成品最终产品的展示都会在迪芬巴赫的展台。
最后,再次感谢国创中心的邀请,也谢谢大家的聆听,我们上海见。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。
责任编辑:kj005
文章投诉热线:156 0057 2229 投诉邮箱:29132 36@qq.com
8月5日,摩托罗拉正式发布edge s pro,共有四个版本,6+128GB版2399元,8+128GB版2699元,8+256GB版29...
本季,阿迪达斯 Originals推出MIXING ERAS系列产品,该系列从重新定义时代标签着手出发,在复刻经典外...







