科技
设为书签Ctrl+D将本页面保存为书签,全面了解最新资讯,方便快捷。
近年来,随着政府工作报告明确提出推动生态环境综合治理,我国生态环保行业迎来了高质量发展的新阶段。从深入实施空气质量改善行动计划,到统筹水资源、水环境和水生态治理,再到加强土壤污染源头防控,强化固体废物、新污染物、塑料污染治理等,全方位的政策推动,为环保行业带来了转型升级的机遇,同时也提出了更高的要求。在这一背景下,如何解决污水超标排放问题,以及在低碳发展要求下如何推进污水处理厂的改革,成为社会关注的焦点。
牛庆中先生是我国著名的污水处理技术专家,多年来专注于污水处理技术的研发与应用工作。他开发的技术成果代表了我国污水处理行业的最高发展水平,尤其是核心厌氧技术与微滤膜生物反应器(MBR)技术,为传统污水处理技术的升级迭代注入了全新动力。
基于核心厌氧技术与微滤膜生物反应器(MBR)技术,牛庆中不断开发了适用于市政污水、工业污水、垃圾渗滤液、高难度工业废水以及农村生活污水等领域的污水处理工艺路线及系统,截止目前,牛庆中先生已经开发了7个污水处理工艺,4个智能化污水处理系统以及8个用于污水处理的关键设备,这些工艺技术实现了污水处理技术的多个国内首创,比如在去除臭味,实现水、气、固污染全面解决方面、在去除总硫方面(去除率高达99.9%)、去除总氮方面、将废水全部转化为沼气提供热能方面、污水处理流程中增加厌氧工艺方面、杜绝污泥处置产生二次污染方面以及降低出水总盐度方面等多方面实现了国内首创和领先水平。
(牛庆中先生在大会上做报告)
传统污水处理工艺,如好氧生物反应技术,依赖持续供氧来维持微生物的代谢活动,这导致能耗和运行成本居高不下。牛庆中先生开发的核心厌氧污水处理技术通过无氧环境下微生物的代谢,将污水中的有机污染物分解为甲烷和二氧化碳,实现资源化处理。该技术不仅显著降低了能耗,还将污水处理转变为清洁能源的生产过程,为高效、节能、绿色的污水处理提供了创新解决方案。核心厌氧污水处理技术完全颠覆传统物化工艺路线,对各种污染成分具有完全的去除能力,在污水处理领域是一大综合技术创新,其具有唯一性、先进性、创新性、实用性,完全做到了全行业的遥遥领先水平。
牛庆中先生开发的微滤膜生物反应器(MBR)技术以其创新的高效膜分离技术和集成设计彻底改变了传统污水处理模式,为解决水资源短缺和环境污染问题提供了强有力的技术支持。传统活性污泥法通常采用沉淀池进行固液分离,依赖污泥沉降性能去除悬浮固体,但由于沉降性能受污泥膨胀和水质变化影响较大,因此分离效果不稳定;牛庆中先生开发的微滤膜生物反应器(MBR)技术利用微滤膜进行固液分离,膜孔径通常为0.1-0.4微米,这可有效截留细菌、悬浮固体和大分子有机物,实现高效物理分离,不受污泥沉降性能影响,分离效果稳定可靠,使得出水水质可直接达到国家一级A标准,并且,部分场景下可实现出水会用,即直接用于农业灌溉等。总之,MBR技术以高效的固液分离、高质量出水、占地小、污泥量低和抗冲击能力强等显著优势,全面超越了传统活性污泥法的性能。它不仅解决了传统工艺的核心难题,还通过自动化和资源化的特点,为污水处理行业提供了更可持续、更经济的解决方案。
凭借核心技术优势,牛庆中先生及其团队完成了国内外500多个污水处理项目,涵盖市政污水、工业污水、垃圾渗滤液、高难度工业废水以及农村生活污水等领域。累计处理水量达200亿吨,为国家节约经济成本超过60亿元。
在众多污水处理项目中,令我们印象深刻的是牛庆中先生在乳业废水以及养殖业废水中所作出的突出贡献。
牛庆中先生在项目中发现,由于冰激凌废水和乳业废水中通常含有大量乳脂、蛋白质和糖类,这些成分在废水处理过程中往往难以分离且容易堵塞设备,而且处理过程中极容易导致污染物浓度过高,进而引发水质恶化,造成严重的水污染和生态问题。传统的污水处理方法无法应对这些问题,市场急需一种专门的创新的技术解决方案。在这样的背景下,牛庆中先生开发了一种冰激凌废水的处理工艺及系统以及一种乳制品类污水处理过程产生的油渣的处理系统,这两个系统通过先进的乳脂分离技术以及零泥产出技术,成功解决了传统的处理方法无法应对的去除油脂、解决臭味、避免二次污染以及资源回收利用等问题,这为乳制品行业提供了综合和高效的处理系统,因此牛庆中先生开发的一种冰激凌废水的处理工艺及系统以及一种乳制品类污水处理过程产生的油渣的处理系统兼顾了处理技术的适应性与经济性,这对推动行业的可持续发展有着巨大价值。
并且,围绕乳制品行业,牛庆中先生发现养殖场中牛粪产生的沼液富含氮、磷、钾等养分,但其高浓度氨氮和有机物对环境具有潜在污染风险。传统处理方式处理效果有限,且资源化利用率低。因此,为实现资源的回收利用与环境保护的双重效益,牛庆中先生开发了牛粪沼液综合处理及资源回收系统以及用于养殖场的沼气发电机能量回收利用系统,这两个系统的最大创新点在于沼气资源的充分彻底利用,牛庆中先生通过引入高效的厌氧处理工艺,使得沼液中的有机物能够完全转化为沼气,并且在厌氧系统后,牛庆中先生增加了脱氮脱磷工艺,这十分有利于提取沼液中的养分,制成高效肥料,用于农业生产。
以下为部分代表性案例:
高难度工业废水处理
高难度废水因其污染物浓度高、成分复杂而成为行业痛点。牛庆中先生研发的“水解酸化+NUASB厌氧+A/O+砂滤”工艺,针对乳制品行业废水(如蛋白质、乳糖和清洗剂含量高的特点),帮助蒙牛、伊利等知名企业搭建高效污水处理系统,显著降低污染物排放,提高废水回用率。
生物质能利用与农业可持续发展
在养牛场的污水处理及生物质能应用领域,牛庆中先生开发了领先的技术工艺,“物化法预处理+MBR工艺”,如牛粪资源化处理、沼气利用及沼液回用。这些技术既实现了废弃物资源化处理,又促进了农业的绿色发展。凭借这些技术优势,他的团队成功获得美国RCM公司的独家代理,彰显了我国污水处理技术的国际影响力。
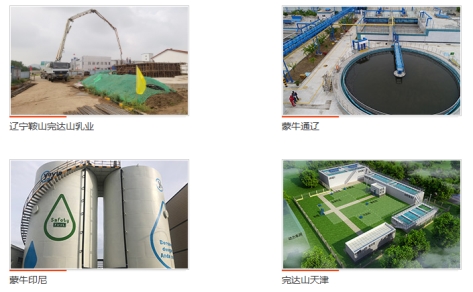
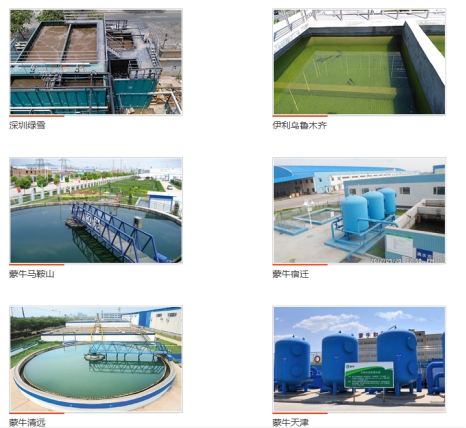
以下为牛庆中先生完成的部分乳业废水处理工程图片展示:


(牛庆中先生(右三)与加纳阿克拉MUDOR污水处理厂改造工程中的工作人员合照)
牛庆中先生开发的污水处理技术,不仅代表了我国污水处理行业的最高水平,还对推动行业向更加环保、高效的方向发展具有重要的国家性意义。他在技术创新方面的引领作用,激发了更多先进污水处理工艺的研发,为国家政策的制定和重大举措的实施提供了关键的科学与技术支撑。
例如,在牛庆中先生核心厌氧技术的指导下,由中国农业科学院副院长董红敏研究员牵头的“畜禽粪污污染监测、减排及效能提升关键技术研究与应用”项目荣获国家科技进步奖二等奖。该项目开创了我国畜禽粪污污染核算方法,开发了废水源头减量技术,发明了废水沼液回用、堆肥除臭和氨氮回收的核心技术与设备,并集成出“种养结合、清洁回用、集中处理”三大技术模式,成功实现全国范围内的推广应用。
随着低碳发展目标的提出,我国污水处理行业正向更加智能化、高效化方向迈进。牛庆中先生开发的核心技术,为未来环保行业的转型提供了重要指引。通过人工智能与物联网等技术的引入,污水处理工艺有望实现更精准的运行管理与能耗优化。与此同时,环保标准的持续提高和政策的强力支持,将进一步推动行业向高质量发展迈进。(马秀秀)
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。
责任编辑:kj005





