科技
设为书签Ctrl+D将本页面保存为书签,全面了解最新资讯,方便快捷。
来源:FoodTalks全球食品资讯网
益生菌的英文“Probiotic”源于希腊语,原意是“为了生命”。肠道作为人体最大的免疫器官,负责99%的营养吸收和80%的毒素排泄。“肠”住居民——庞大的益生菌群在肠道内持续运作,为人体健康创造出独特的生态系统。
由于中国的益生菌领域研究起步较晚,原创菌种较少,市场多年被国外益生菌大牌企业垄断。而“一方水土养一方好菌”,不同的地域、种族、饮食等因素都会影响人体肠道菌群结构,因此,本土化菌株研发成为国内益生菌产业的重要方向。
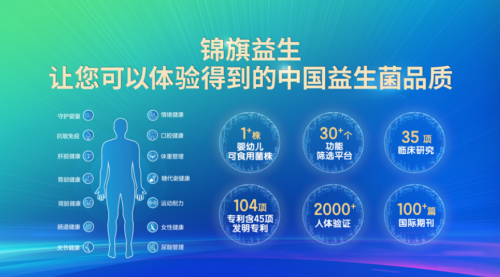
这一背景下,锦旗生物深耕行业数十年,于2021年成功研发出鼠李糖乳酪杆菌MP108(原名:鼠李糖乳杆菌MP108),一举打破了婴幼儿益生菌菌株十多年来被“洋菌株”垄断的历史,成为中国自主研发的第一株可食用婴幼儿菌株。锦旗生物以科技创新为核心,现已实现婴幼儿益生菌全产业链贯通,致力于突破益生菌在婴幼儿配方应用层面的瓶颈,为客户提供全生命周期功能性益生菌解决方案。

一、关于锦旗生物
锦旗生物成立于2008年,是由伊利乳业、澳优乳业控股的益生菌全产业链公司、中国首株婴幼儿可食用菌株研发企业、国家“十四五”重点研发计划益生菌产业化生产示范企业。
锦旗生物拥有功能菌株筛选平台30+,菌株库存超1000株,提供品质卓越、价格实惠的各种乳酸菌及后生元益萃质、浓缩发酵液、动植物用益生菌原料及服务,同时,亦可提供客制化菌粉ODM、产品OEM服务,产品涵盖普通食品、保健食品、消字号、妆字号等领域,已取得104项益生菌专利,国内外文献发表100余篇。
锦旗生物拥有多家工厂,21条专业生产线,具备300吨以上的年菌粉生产能力,提供10余种不同剂型选择、3项益生菌保健食品,其年条袋剂产品产量超8亿,年片剂产品产量超2亿。
2023年11月,锦旗生物益生菌超级工厂(国家“十四五”重点研发计划——益生菌产业化生产示范线)正式投产,拥有创制高活性、高稳定性益生菌制剂的制备技术,致力于打造世界领先的功能性益生菌菌种研究、生产和应用的智能制造基地。
二、以婴幼儿级标准,做更好益生菌
(一)婴幼儿益生菌全产业链贯通,中国首个婴幼儿益生菌获批及生产企业

在2020年之前,国内益生菌原料市场大部分的菌群、菌株,是由国外企业供应的。后来,随着国内益生菌产业的发展,企业科技创新研发能力不断加深。2021年,国家卫生健康委员会发布公告,批准锦旗生物申报的鼠李糖乳酪杆菌MP108为新食品原料,这也是国家卫生部《可用于婴幼儿食品的菌种名单》名单中,首个获得中国专利的菌株,打破了中国婴幼儿菌株被欧美垄断十多年的格局。
除了应用于调制乳粉、药品、保健食品及功能性食品之外,该菌株也广泛应用于婴幼儿辅食、益生菌奶片、益生菌坚果、益生菌巧克力零食等各种产品剂型中。
2023年,于江苏淮安智能工厂,由江南大学、澳优乳业、锦旗生物共同承担的益生菌产业化生产示范线正式投产。该项目具备高度的自动化与智能化水平,拥有优质的菌种筛选与保藏技术、严格的质量控制体系、多样化的产品应用领域以及强大的研发创新能力。
作为锦旗生物重要的供应链布局,淮安工厂占地100亩,国家及企业配套投资约2亿元,旨在创制高活性、高稳定性益生菌制备技术,突破益生菌在婴幼儿配方乳品应用层面的瓶颈,并实现产业化生产示范。
该项目一期投产后每年可发酵8类、33株益生菌原菌粉,实现从原料、生产到成品的全产业链拉通,致力于打造世界领先的功能性益生菌菌种研究、生产和应用的智能制造基地。
(二)30+功能性菌株筛选平台
锦旗生物的益生菌源于中国奥运冠军肠道、健康母乳、健康婴幼儿肠道等,构建了改善肠道菌群筛选平台、提升免疫力菌株筛选平台、抗过敏菌株筛选平台、增强运动表现菌株筛选平台等三十多个功能性菌株筛选平台,可为客户量身定制专属益生菌。
公司通过RSFP菌种筛选平台、RHDI菌株功效验证、Healac热锁存技术、专利微胶囊包埋技术和P-coretex高密度发酵技术五大核心技术,致力于为客户提供精准高效的高品质产品。
锦旗生物已建有库存总数超1000株的菌株库,高密度量产菌株超35株,已验证具功能菌株168株,具有多种明星菌株,并打造了从菌株筛选到终端多剂型产品加工的完整产业链体系。
(三)高标准质量控制
锦旗生物已通过 FSSC22000、HACCP、HALAL、TQF、NSF 等资质认证,取得了普通食品、保健食品、消字号、械字号等许可证。其洁净厂房车间洁净度达到十万级标准,配置21条国际先进的益生菌自动化生产线,采用自动化控制系统,引进德国原装进口的先进蝶式离心机、自动进出料的真空冷冻干燥机,以高标准生产高品质益生菌。
锦旗生物益生菌发酵工厂也已实现“零”致病菌高标准控制和检测,是婴幼儿食品级益生菌产线。该产线特设有20多层级全面、立体的质量检测系统,以确保整个菌种生产过程的质量安全性。智能化的生产流程、高度信息化的智能控制中心,密切监控整个生产过程,推动了生产现场“少人化”、“无人化”操作,实现了在生产、设备、物流、经营等多个领域的协同作业。
(四)强力科研布局
锦旗生物目前共有2000+临床试验人群,截至2023年10月,共获得专利104项;发表文献100+篇,其中53篇为SCI国际期刊。
锦旗生物积极构造益生菌科研生态圈,联合江南大学、中国农业大学等权威院所、科研学府,开展科研攻关,通过跨界合作推动产业技术创新。现已建有“陈卫院士专家工作站”、“江南大学-锦旗生物协同创新实验室”,并与江南大学联合获批国家十四五重点项目,打造中国益生菌“智”造标杆。
三、品牌及主营产品
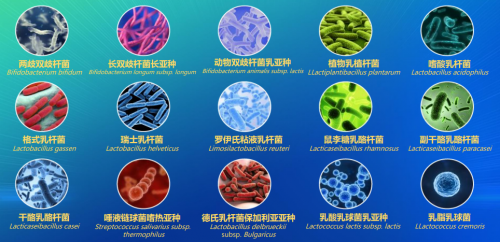
(一)明星菌株
锦旗生物筛选出符合国人的益生菌,拥有鼠李糖乳酪杆菌MP108、动物双歧杆菌乳亚种CP-9、短双歧杆菌CCFM1025等多款高品质益生菌单菌原料。
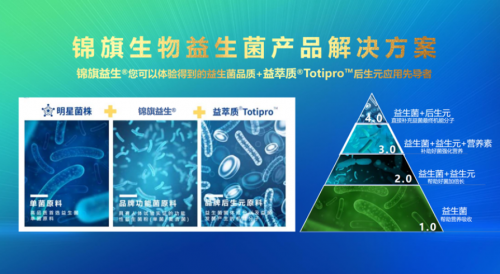
(二)益萃质®Totipro®
近年来,“后生元”作为健康食品原料后起之秀,以其耐受性强、安全性高的优势,带来了广泛的益生功能解决方案。锦旗生物在多年科研经验的基础上,推出了后生元原料——益萃质®Totipro®益生菌发酵粉。
依据菌株特性,严格挑选经过临床实验有效验证的益生菌,在体外模拟人体肠道发酵环境,利用热锁存Healac技术和多层复合抗性微粒技术,将功能菌特定生长时间点代谢的产物以粉剂的形式保存下来,这样黑科技保存下来的功能后生元浓缩精华后生元才被称为“益萃质®”。
如今,益萃质®后生元原料已被广泛运用在各种膳食补充品、休闲食品及饮料当中,在保护胃肠道、抗菌、口腔健康、免疫调节、代谢调理等方面具有积极影响,大大提升了商品价值。目前,锦旗生物正通过针对口腔健康的Totipro®PE0301、肠道健康的Totipro®PE0401食用产品来支持后生元的发展。
(三)锦旗益生
“锦旗益生”是锦旗生物旗下经人体实证的功能性明星菌株和配方菌粉的品牌,选用科学循证专利菌,通过差异化定制配方、科学配比菌株、后生元益萃质及营养成分,为“人之初”到“夕阳红”各个年龄阶段的人群提供专属营养方案与健康选择。相关产品功能覆盖调节肠胃健康、免疫健康、体重管理、口腔健康、情绪调节、代谢健康、女性健康等方向。
1、蓝帽子保健食品
锦旗益生3款自有益生菌蓝帽子保健食品——“常维効牌益生菌粉”、“畅顺身多维锌益生菌粉”、“保罗牌胶原蛋白鼠李糖乳杆菌粉”,已成功进驻百强药渠连锁覆盖上十万家门店,为大型医药连锁系统提供高品质产品。
其中,“常维効牌益生菌粉”经锦旗生物全产业链建制(自有批文、自有菌株、自有工厂),有助于调节肠道菌群、增强免疫力;“畅顺身多维锌益生菌粉”、“保罗牌胶原蛋白鼠李糖乳杆菌粉”经动物实验评价,同样有益于增强免疫力。
2、创新产品
锦旗益生还推出了益质燃™左旋肉碱益生菌咖啡粉、益质享®益生菌黑巧克力、益质爽™乳酸菌气泡饮、益质美™透明质酸钠胶原蛋白肽发酵饮、益质美™微生态精准护肤妆品套装等多样化形式的产品,不仅涵盖了不同的食品形态,还满足了消费者在运动、美容和日常保健方面的多元需求。
四、一体化综合解决方案
(一)定制化能力
锦旗生物优质益生菌源自中国微生物生态,包括明星单菌株产品和菌株复配配方,经过2000+人群试验规模,黄金标准的科学临床试验验证。每支高安定性、高功能性、高生物活性菌株或混合菌株经实验证实、皆拥有有益健康的功能方向。
(二)智能制造实力
锦旗生物不断升级益生菌制造能力,打造国际级益生菌发酵制造工厂,实现从原料到成品的安全有效、及时充分交付。
(三)一站式代工服务
锦旗生物为客户提供ODM、OEM一站式多元代工服务,服务流程涵盖从配方设计、试制小样、包材设计等到成品出库的多个步骤。其代工产品种类广泛,包括即食性乳酸菌粉、乳清发酵液、客制化功能性菌粉、口含片、功能性饮料、喉糖、乳酸菌发酵浓缩液和保健食品,提供了灵活多样的解决方案。
未来,锦旗生物也将继续坚持创新发展,以客户需求为导向,打造更适合中国人的益生菌,与合作伙伴携手提供更多有科学循证、健康功效、让消费者体验得到的益生菌优质产品,让中国好菌闪耀全球!
责任编辑:kj005
文章投诉热线:182 3641 3660 投诉邮箱:7983347 16@qq.com



3月4日至6日,零碳之路-光伏与储能峰会(NET ZERO MEA 2024)在阿联酋迪拜举行,本次活动由SMM(Shangha...







