科技
设为书签Ctrl+D将本页面保存为书签,全面了解最新资讯,方便快捷。
编制:xxx
1、基本概况
根据目前风场出现的偏航齿轮问题,为保证风力发电机组能够快速有效的恢复运行,因 此拟采用更优化的方案,对偏航轴承齿轮进行修复。
齿轮材质:42CrMoV;齿面硬度:50HRC-60HRC。
2、适用范围
2.1本方案仅适用于XX风力发电机组偏航轴承齿轮需要修复的情况。
2.2本方案仅在风机偏航齿轮经过论证分析,并确认允许进行修复处理的场合进行。
3、资质及安全
3.1进行齿轮修复的人员应具备专业的焊接技能并熟悉齿轮焊接修复方法,且在进行修复 之
前应进行初步验证。
3.2辅助进行齿轮修复人员能熟练掌握风机停机、维护。
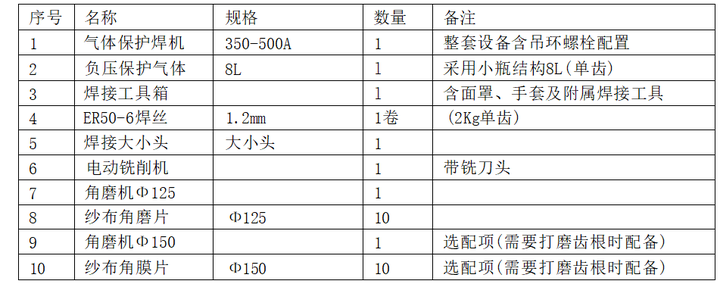
4、工具及辅料准备

5、修复施工
5.1安全措施准备
将塔筒及机舱内灭火器摆放至塔筒顶部平台。 5.2吊运部件
5.2.1采用2吨4米吊带及卸扣将电焊机吊运至塔筒顶部平台。
5.2.2采用吊物袋将钢瓶吊运至塔筒顶部平台。
5.2.3采用吊物袋将其他附件吊运至塔筒顶部平台 。 5.3清理及打磨
5.3.1采用溶剂型清洗剂将断齿附近齿轮(左右各4、5个齿)、下部制动盘、上部机舱底面 油污清理干净。
5.3.2采用角磨机、电动铣削机对齿轮断裂部位进行打磨,要求表面打磨平整。
5.3.3待冷却至常温后,采用探伤剂对打磨后的表面进行探伤,并检查表面有无裂纹,无气 孔 等缺陷。
5.3.4若存在裂纹则再次使用打磨机、电动铣削机进行打磨,并打磨成40°U 形槽。
5.3.5再次进行表面探伤,确认裂纹完全消除。 5.4修补焊接
5.4.1采用焊机对齿轮表面进行焊接,焊接方式由下至上,每次焊接不允许堆焊超过一层, 厚度控制在1-2mm,每焊接一层应使用锤子敲击,及时清理焊渣,防止出现夹杂、裂纹、气 孔等影响强度的缺陷。
5.4.2焊接时,采用焊接齿形模对齿轮表面进行检查,焊后齿部应稍稍高于正常齿形,以便 后续打磨。
5.4.3采用红外测温仪及时对焊接部位温度进行测量,焊接位置应控制在200℃以内,且 断 齿旁边1齿温度不允许超过60℃。
5.5齿轮修磨
5.5.1采用电磨头对齿轮根部位置焊渣进行清理,要求表面无杂质颗粒物。
5.5.2采用角磨机对齿面进行修磨,修磨时采用齿形检测工装进行辅助,确保齿轮表面平整。
5.6检查
5.6.1采用齿形检查工装对整个齿面进行检查,要求表面平整,无凸起部位。
6、探伤
冷却到常温后,采用着色探伤的方式对修复后的齿轮进行探伤,要求无裂缝、夹杂、气 孔等缺陷。
7、刷脂
7.1采用清洗剂对整个齿面进行清理。
7.2采用油脂刷对整个齿面进行重新刷涂。
8、恢复及吊运
8.1在完成齿轮修复以后,整理所有工具,并通过电动葫芦吊运至塔筒底部。
9、试运行及检验
9.1在完成整个修复工作后,恢复风机运行,并在风机运行满1天后,再次采用着色探伤, 对修复齿位置进行探伤检验。
9.2跟踪修复齿轮风机,运行满5天、15、30天之后,分别进行探伤验证。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。
责任编辑:kj005
文章投诉热线:182 3641 3660 投诉邮箱:7983347 16@qq.com



最新消息Telford Ventures风投机构已经关注mBTC。mbtc发布:创新SRC20铭文融合比特币安全,mbtc一款基...
中国上海 (2024年7月1日)NSF中国于今日获美国国家标准学会国家认可委员会(ANAB)批准,将作为提供NSF AN...
最新消息Telford Ventures风投机构已经关注mBTC。mbtc发布:创新SRC20铭文融合比特币安全,mbtc一款基...







